Mit dem Laserstrahl ins kleinste Bohrloch
24. Juni 2019
Neuartiges koaxiales Laserstrahlhärten
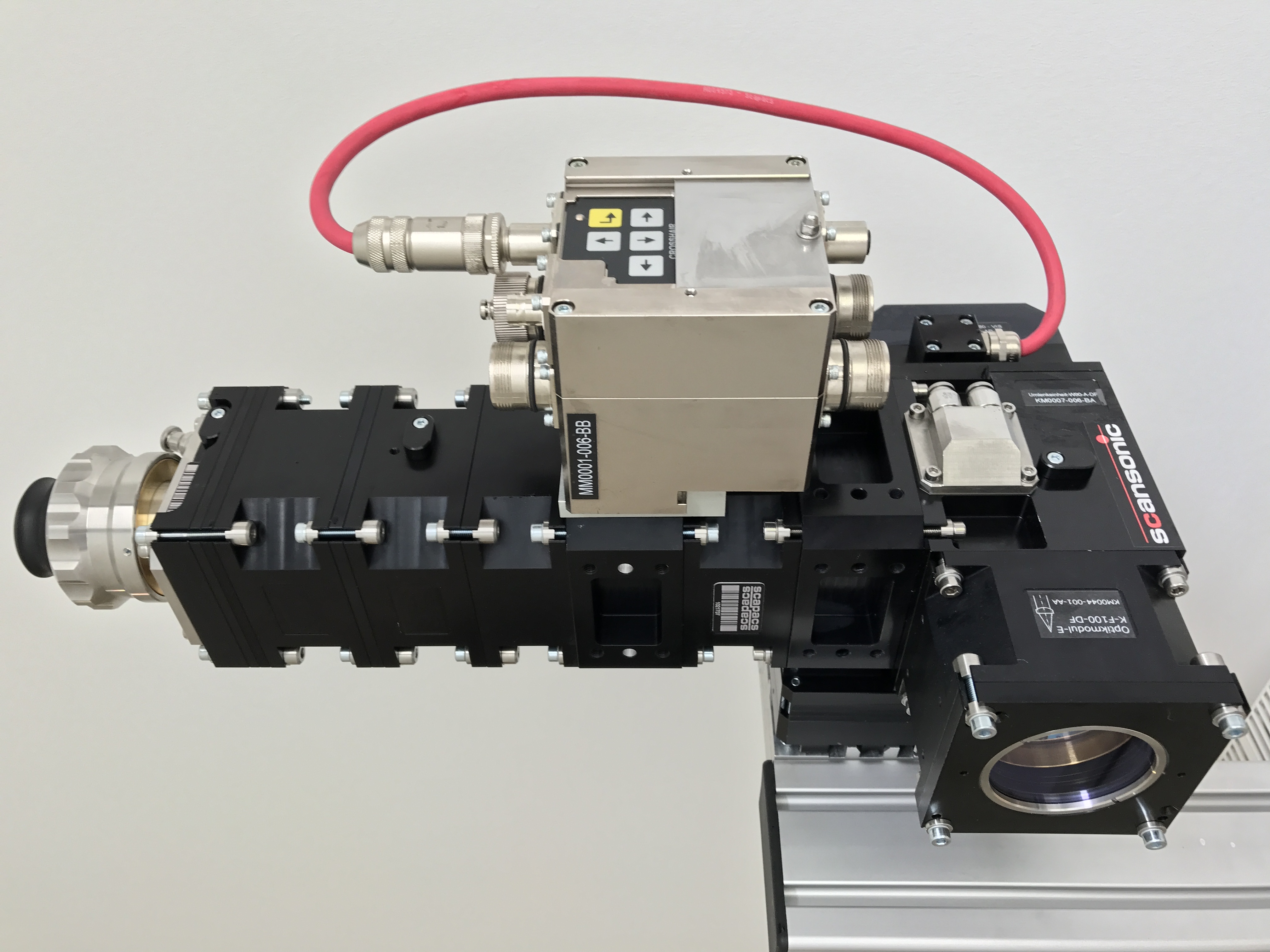
Scansonic MI, Innovationsführer für Laseroptiken zum Schweißen, Löten und Härten, hat nun ein neues Verfahren namens CoHard entwickelt. Es ermöglicht, auch Bauteile per Laserstrahl zu härten, bei denen dies aufgrund ihrer Geometrie bisher nicht möglich war. Herzstück des neuen koaxialen Laserstrahlhärtens ist eine Optik, die den Laserstrahl mit Kegellinsen – so genannten Axicons – ringförmig fokussiert. Der divergierende Laserstrahl trifft dabei in einem flachen Winkel von 5° bis 15° hinter der Fokusebene auf die Innenwandung der Bohrung. Durch axiales Verschieben der Optik kann das gesamte Areal gehärtet werden. Da der Bereich, in dem die Laserenergie absorbiert wird, äußerst schmal ist, verzieht sich das Werkstück nicht oder nur minimal. Auch muss es während des Härtens nicht gedreht werden, da das Profil des Laserstrahls rotationssymmetrisch ist.
Bisher passten in kleine Bohrungen unter 15 mm beispielsweise keine Induktoren, die genügend Leistung abgeben können. Um Laserstrahlhärten in Bohrungen einsetzen zu können, mussten Umlenkspiegel im Bohrloch platziert werden. Diese werden allerdings thermisch sehr stark belastet und lassen sich kaum vor Verschmutzung schützen.
Positive erste Praxistests
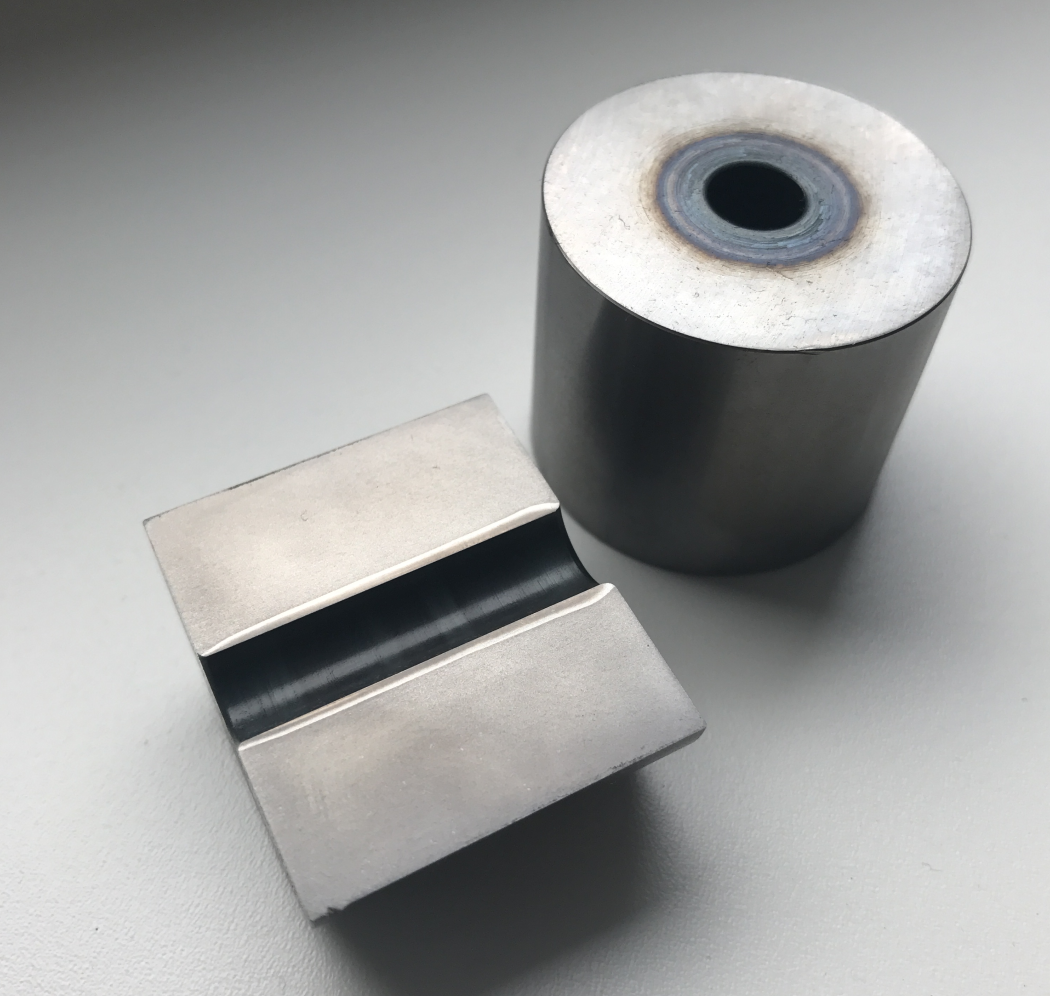
Die ersten Praxistests mit CoHard belegten die hohe Leistungsfähigkeit des neuen Verfahrens. Als Strahlquelle kam ein Yb:YAG-Laser mit einem Strahlparameterprodukt von 24 mm x mrad und einer Leistung von 3 kW zum Einsatz. Gehärtet wurde ein Bohrloch mit einem Durchmesser von 8 mm und einer Tiefe von 25 mm; die Vorschubgeschwindigkeit betrug 2,5 mm/s. Messungen am Werkstück verifizierten die gleichmäßige Härtung der Oberfläche über die gesamte Länge des Bohrlochs. Mit der aktuellen Konfiguration lassen sich mit dem Verfahren demgemäß Bohrungen von 5 bis 40 mm Tiefe und mit einem Durchmesser von 3 bis 10 mm problemlos härten.
„Unser neues CoHard-Verfahren bietet neue Möglichkeiten für eine Vielzahl von Anwendungen – vom gezielten Härten von Führungen und Dichtflächen, wie sie bei Hochdruckpumpen und Ventilen zum Einsatz kommen, bis hin zum Härten von Bolzen mit sehr präzisen Anforderungen an Oberflächenhärte“, erklärt Peter Fixemer, Produktmanager für den Bereich Laserstrahlhärten bei Scansonic. Das Produkt befindet sich derzeit noch im Status einer vielversprechenden Studie. Zusammen mit Kunden und deren individuellen Anforderungen wird sich daraus eine Serienoptik entwickeln.
3007 Zeichen inkl. Leerzeichen ohne Intro
Über Scansonic MI GmbH
Scansonic bietet Systeme und Lösungen in den Bereichen Laserschweißen, Laserlöten und Laserhärten sowie präzise Sensorik zur Prozessüberwachung. Die Produkte finden speziell im Automobilbau, dem Schienenfahrzeugbau und der Energietechnik Anwendung. Bei laserbasierten Fügesystemen im Karosseriebau ist die Scansonic MI Weltmarktführer. Das Unternehmen gehört zur mittelständischen Berlin.Industrial.Group. (B.I.G.) mit Hauptsitz in Berlin, die mit rund 320 Mitarbeitern einen Umsatz von etwa 49,5 Mio. Euro (Prognose 2019) erwirtschaftet. www.scansonic.de
Kontakt Presse
Christiane Herzer | Presse- und Öffentlichkeitsarbeit | Berlin.Industrial.Group.
T 030-912 074-566 | christiane.herzer@berlin.industrial.group
Kontakt Unternehmen
Scansonic MI GmbH l T 030-9120 74–360 l info@scansonic.de l www.scansonic.de
Foto-©: Scansonic
Download
- Pressemitteilung (docx)
-
Scansonic CoHard Bohrloch -

Scansonic CoHard