
British university develops welding process for battery cases with optics from Scansonic
16. Jun 2023
The design of battery cases in electric vehicles is highly complex. They must reliably protect the batteries and allow optimum use of installation space. This results in a plethora of requirements for crash resistance, dimensional integrity, gas and water tightness or cooling of the high-voltage circuits. In the growth sector of electromobility, manufacturers are working on the further development of battery cases – as cost-effectively and modularly as possible, of course.
The challenge
It has been shown that battery range is crucially dependent on the weight of the electric vehicle. In production, manufacturers of battery carriers are therefore increasingly turning to high-strength 6xxx aluminum alloys. However, the specific properties of aluminum make welding difficult due to the high susceptibility to cracking caused by high thermal stresses during solidification. This is exacerbated by the high thermal conductivity of aluminum.
The task
On behalf of major automotive manufacturers, WMG at the University of Warwick in the United Kingdom developed a new, production-ready process for laser welding of battery cases. For more than 20 years, the institute has been working with a team of experts on innovative technical infrastructures and technologies in the field of electromobility, among other things.
In view of the difficult material, on the one hand the advantages of tactile laser welding with filler wire, which enables crack-free weld seams, were to be used. On the other hand, the process was to benefit from the flexibility and high processing speed of remote welding.
The procedure
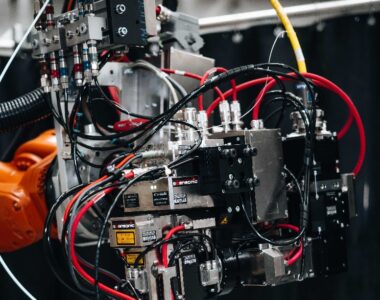
The experts at WMG decided on the ALO4-O processing optics from Scansonic in Berlin, a leading manufacturer of laser processing systems. The ALO4-O was specially designed for use in the production of battery cases. The laser processing head combines tactile seam tracking with the laser beam oscillation of a remote optics. The tactile seam tracking compensates for component tolerances and thus enables stable process control and the highest seam quality. Two synchronized scanner axes are integrated into the ALO4-O for defined 2D laser beam oscillation at up to 1000 Hz. Oscillation shapes, amplitudes and frequencies per scanner axis are freely programmable. This combination enables a wide joint cross-section in the seam with minimal heat input and at the same time improves the seam properties thanks to the built-in filler wire.
Dr. Pasquale Franciosa, head of the laser beam welding laboratory at WMG, comments: “In our search for the best optics for our research project, the ALO4-O fully convinced us. It combines near-field scanning optics, tactile seam tracking and fast modulation of the laser power along with beam oscillation. This allowed us to control the heat input to tailor the structure of the seam and ultimately eliminate weld cracks while maximizing processing speed.”
In the laboratory tests, the WMG team worked on optimizing the welding parameters. The goal was to maximize process tolerance and process speed while minimizing distortion of the components. To do this, they varied the laser intensity, the thickness of the filler wire, and the width and frequency of the oscillation.
The test results
During the series of tests, the project team was able to achieve significant improvements in three important parameters of the process compared to tactile welding without oscillation:
- Beam oscillation at medium/high process speed (4.8 m/min) improved joint strength by up to 70 percent.
- Heat input was reduced by 50 percent at a target joint strength. Due to the combination of wire feed and beam oscillation, there was no need to use spots that were larger than the wire. This not only allowed for reduction in laser power and associated thermal deformations, but also energy saving.
- Finally, the tests showed a guaranteed gap bridging of up to 45 percent of the top material thickness with beam oscillation – a result comparable even to a pure remote laser welding solution.
Availability of a validated manufacturing process
The series of tests at WMG substantiated that the aluminum seam welding process can be significantly improved by combining tactile laser welding with filler wire and beam oscillation. The team developed 1:1 prototypes that can be tested by OEMs.